By: Fred Shurtz, President, Precision Chemical, Boonville, IN
Background: The first cooling tower we beganProMoss™ treatment with was at a tubing rolling mill in Indiana that had dirty water returning to a sump pit and out to the cooling tower. They had some issues getting water to the controller and they had not been blowing down the tower for the past 3 months (not our fault, but the customer has not fixed the issue).
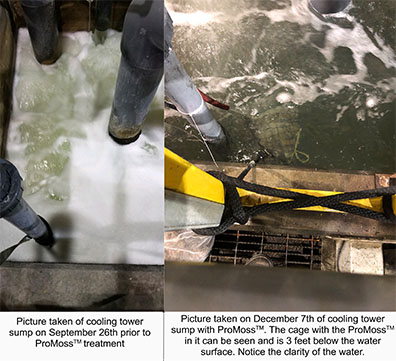
Results: We began usingProMoss™ (and no other chemicals) at the end of September. After two months, the water was completely clear, yet the conductivity is 5,500 mmhos. As of the end of January, they still did not have any blow down on this system and our testing on January 29 had the ATP at 60 RLU and the water looks great.
In January, we began treating the mill’s other tower and their corporate team was so impressed with the results that they had us survey another plant in Kentucky in early February.