These photos are from a tobacco processing plant air washer system in the Southeast US. The plant was switched from chemical treatment toProMoss™ to address corrosion and odor issues in the plant resulting from the use of high levels of oxidizing biocides to maintain bacterial control. These photos are from a section of pipe leading into the system’s plate and frame heat exchanger. The first photo was taken right after the start of theProMoss™ treatment program (which included 1-2.5 ppm hydrogen peroxide). The second photo was taken three months later. Treatment with ProMoss™ has resulted in significant removal of old deposits; the result of years of operation under chemical treatment from multiple vendors.
Air washer systems used in the tobacco industry to filter and condition air in the plant present difficult and unique challenges to the water treatment professional. While air washers are utilized in a number of different manufacturing operations, they are most often associated with the textile and tobacco industry. This is a function of the air washer’s ability to control temperature, humidity, and scrub contaminants from plant air.

The tobacco industry has relied on open washers for many years. Organic contamination removed and captured within the system water, water loss resulting from plant dehumidification, and the mineral accumulation during periods of plant humidification presents unique challenges for the water treater. PH control is often required to neutralize acidic compounds generated within the tobacco washer, while elevated nitrogen levels accelerate bacterial activity. Various flavoring compounds and packaging materials introduced into the water also enhance bacterial growth. The bio-slime masses associated with this bacterial activity can result in poor heat transfer within the chilled water system, clogged spray nozzles, frequent system cleaning, accelerated metal corrosion, and even plant odor. The production of tobacco products requires proper plant temperature and humidity control within an odor free environment.
The water treatment industry relied primarily on non-oxidizing biocides applied in conjunction with organic dispersants during the early years of plant air conditioning. This was in response to the tobacco industry’s concern that the use of oxidizers could impact the taste and fragrance of their products. Frequent air washer cleaning was often required with these programs. Newer stabilized bromine based compounds are now often used within these systems in conjunction with several non-oxidizing compounds, yielding improved bacterial control. Some operations, however, have experienced significant surface corrosion on equipment within the production areas of the plant; a direct result of feeding these oxidizing materials. Bromine-chlorine odors are also an issue with plant personnel. Feed of organic dispersants, corrosion inhibitors, and alkaline pH control products is also required.
A large Southeastern US cigarette manufacturing operation had experienced many of the previous outlined issues regarding the water treatment programs employed within the plant’s open air washer systems. The plant decided to conduct a trial evaluating ProMossTM, an all-natural water treatment program that utilizes a specific species of Sphagnum Moss common to New Zealand and northern Minnesota. This novel treatment approach is relatively new to the industrial water treatment market having been introduced about three years prior in the US. ProMossTM has been used in the pool and spa industry for over a decade. One of the more heavily stressed air washer systems was chosen for the trial.
The feed of all traditional chemical treatment compounds was discontinued on the subject washer and eight 150 gram ProMossTM packets were submerged in the air washer sump. The dosage of ProMossTM is calculated to last 30 days. A small amount of hydrogen peroxide was also applied, maintaining 0.5-2.0 ppm of free halogen residual. This was at the plant’s request due to the recent ASHRAE 188 Legionella Standard and related guidelines. The air washer units in this plant operate as individual systems and are cooled via individual plate and frame heat exchangers.
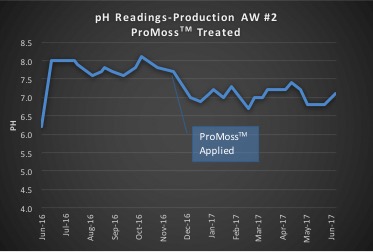
The impact of the ProMossTM material was evident within one week of the application. A slight foam developed along with a thin layer of a gelatinous polysaccharide material associated with bacterial slime masses on top of the sump water. Small chunks of organic material and dead bacteria was noted on the washer screens and within the pH/bleed controller piping. The traditional chemical treatment program had previously utilized an automated pH controller and metering pump to apply a liquid alkaline compound, maintaining the bulk cooling water pH between 7.8-8.0. This was discontinued after the addition of ProMossTM. The pH immediately dropped to the 7.0-7.3 range and stabilized at those levels (Figure 1). Normally, the tobacco contamination would have depressed the pH to below 5.5 without traditional chemical addition.
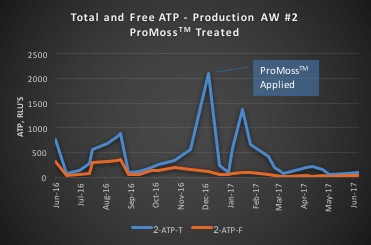
Adenosine Triphosphate (ATP) and total bacteria counts within the bulk water increased dramatically as a result of the breakdown and removal of organic contamination within the system (Figure 2). Several strains of pseudomonas bacteria growing within the wetted areas above the waterline began to disappear.
The initial clean-up period resulted in a bit of pain for the plant HVAC staff. Clogged washer nozzles, frequent screen cleanings, and unscheduled manual cleaning of the plate and frame heat exchanger were the immediate impact of the removal of organic buildup and debris from system surfaces. These issues began to subside within four weeks of application.
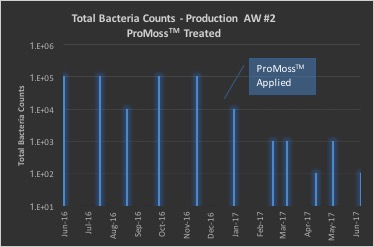
Assessment of bacterial growth indicated an increase in activity after a two-week exposure period. This was unusual. The typical ProMossTM application maintains efficacy of bacterial control for a four-week period. The decision was made to increase the monthly dosage to 2400 grams per month within the 7500-gallon trial washer system. This was required due to the highly-fouled nature of the system and the heavy organic loading from the tobacco operation. Results improved dramatically following the second increased ProMossTM application (Figure 3).
The trial tobacco washer has been treated exclusively utilizing the ProMossTM material, supplemented with a low base feed of 32% hydrogen peroxide for six months. The application of both compounds has been reduced following the initial clean-up period. Currently, 1800 grams per month of ProMoss and approximately 70 lbs. of hydrogen peroxide are applied on a monthly basis. Results have been very promising. The plant engineering staff has decided to employ the ProMossTM program throughout the entire HVAC system. This includes five open air washer systems, two evaporative chiller towers, and one evaporative air compressor tower.
Cleanup of deposits on wetted surfaces has been nothing short of remarkable, greatly exceeding any prior results obtained with chemical treatment. The following photos show the feeder piping to one of the plate and frame heat exchangers: the first at the start of the ProMossTM program and the last three months later. ProMossTM breaks down organics that hold deposits together. Deposits have been removed with over 50% of the piping down to bare metal.
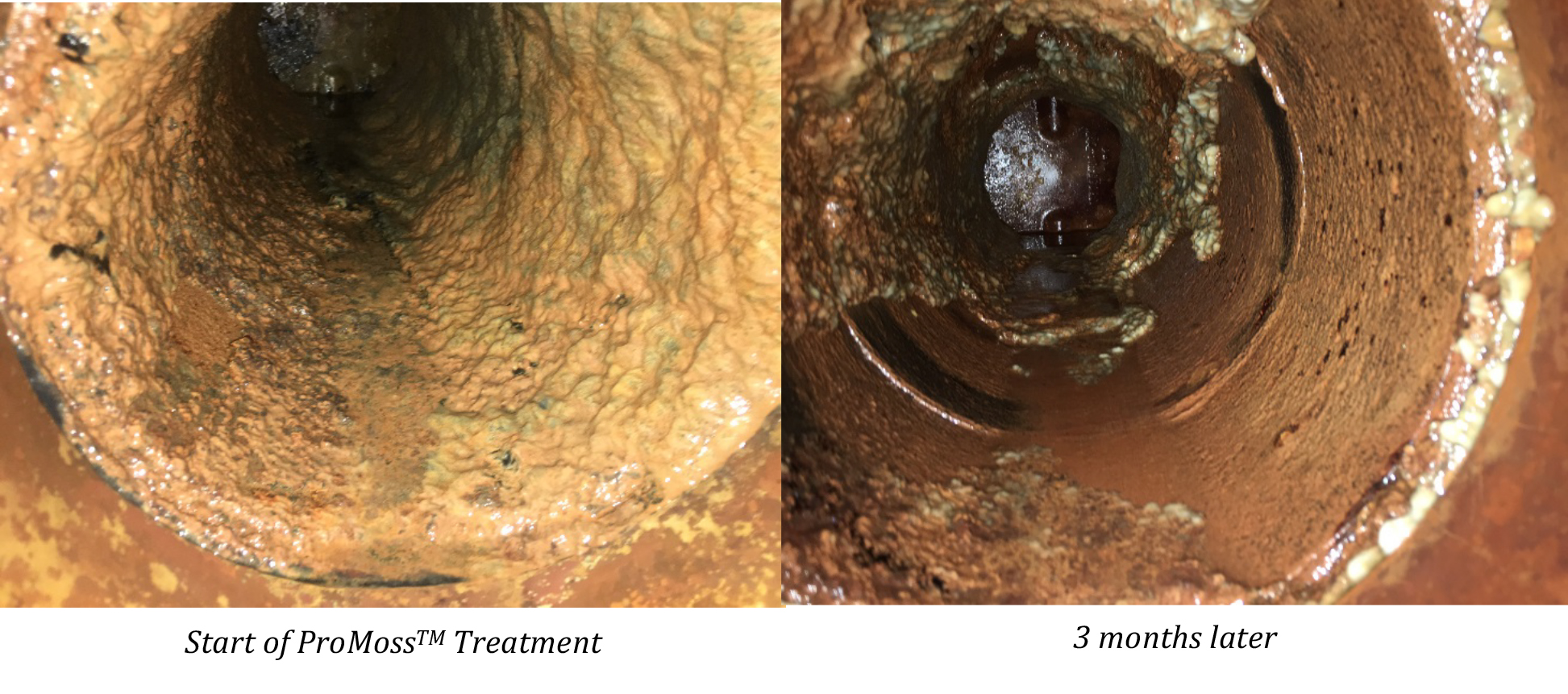
Other wetted surfaces are also significantly cleaner than they were under chemical treatment.


In summary, the ProMoss program has resulted in the following benefits for the subject manufacturing operation:
- Improved control of organic contamination
- Reduced heat exchanger differential pressure, resulting in less frequent cleaning
- Elimination of plant corrosion
- Removal of old deposits in the system
- Elimination of plant odors
- Reduced system bleed rates
- Improved washer efficiency resulting from cleaner spray nozzles
- Reduction of chemical inventory and feed equipment
- Acid neutralization within the washer cooling water without chemical addition
While the use of the ProMoss technology is relatively new within the tobacco industry, the initial results have been very positive. It is proving to be a viable alternative in stressed systems requiring elevated dosages of water treatment compounds or systems that have not responded to traditional chemistry.
